
Brève analyse de la technologie de formage par pliage et de rainurage en V
Le traitement de la tôle est un élément indispensable du traitement mécanique, en particulier dans les armoires, les appareils électroménagers, l'automobile, les ascenseurs, les équipements de cuisine et d'autres industries, les pièces en tôle sont largement utilisées. La qualité du processus de pliage affectera directement la taille de formage et l’apparence du produit. Par conséquent, comment garantir la taille et l’angle de formage de la pièce pendant le processus de pliage est un contenu de recherche clé dans le processus de pliage.
Avec le développement de l'économie, dans la décoration métallique de certains lieux haut de gamme, les formes de pliage des ornements en tôle deviennent de plus en plus compliquées. Dans le même temps, la pièce doit répondre aux exigences du processus telles que le rayon d'arc du bord de courbure est aussi petit que possible, aucun pli sur la surface de la pièce et aucune indentation sur la surface décorative. Traditionnel presse plieuse hydraulique ne peut plus répondre à cette exigence particulière du processus. C’est ainsi qu’est né le processus de rainurage et de pliage des tôles. Cet article décrit principalement les caractéristiques du processus de rainurage et de la méthode de rainurage, ainsi que la manière de garantir la taille et l'angle du pliage pendant le processus de pliage.
Caractéristiques du processus de pliage des rainures
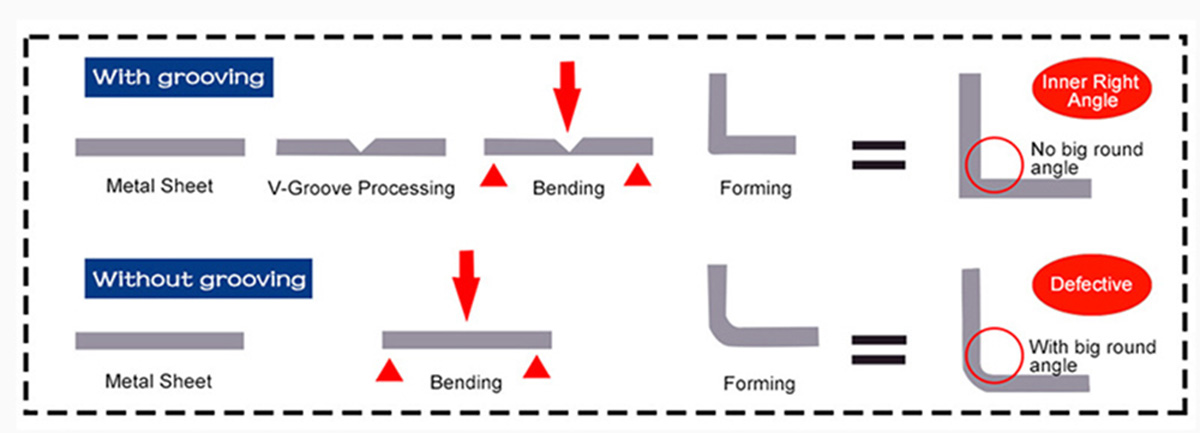
Le processus de pliage de rainures est un processus qui utilise d'abord une rainureuse pour marquer et rainurer la tôle à l'endroit où elle doit être pliée, puis la plie sur une machine à cintrer commune en fonction des besoins. Les caractéristiques du processus de pliage de rainures comprennent principalement les deux aspects suivants.
1. Le rayon d'arc du bord de la pièce est petit et la pièce n'a pas de plis.
D'après le processus de pliage, on peut voir que la taille du rayon d'arc du bord de la pièce après pliage est proportionnelle à l'épaisseur de la plaque. Plus la plaque est épaisse, plus le rayon d'arc formé par le presse plieuse hydraulique. Une fois la plaque métallique rainurée en V, l'épaisseur restante de la plaque devient la moitié de l'originale, voire plus petite, ce qui peut réduire considérablement le rayon d'arc du bord de la pièce après pliage. De plus, étant donné que l'épaisseur restante de la plaque au point de pliage après rainurage est plus fine, la force de déformation pendant le pliage sera également réduite en conséquence et ne se propagera pas à la zone non pliée. Par conséquent, il n'y a pas de plis sur la surface de la pièce après le pliage, et comme l'épaisseur de la plaque au point de pliage est plus fine, la réduction de la pression requise lors du pliage peut bien éviter le risque d'indentation sur la surface décorative. De cette façon, les exigences du processus en matière de petit rayon d'arc du bord de la pièce, d'absence de plis sur la surface et d'absence d'indentation sur la surface décorative peuvent être satisfaites dans la décoration métallique dans des endroits haut de gamme tels que les hôtels, les banques, les centres commerciaux. , et les aéroports.
2. Tonnage d’équipement réduit requis pour la presse plieuse
Lors du processus de pliage, la force de pliage requise pour les tôles métalliques est proportionnelle à leur épaisseur. Plus la tôle est épaisse, plus la force de flexion requise est importante et plus la presse plieuse hydraulique le tonnage est également augmenté en conséquence. Après avoir rainuré en V la partie pliée de la tôle avant le pliage, l'épaisseur restante de la tôle au niveau de cette partie est considérablement réduite, de sorte que la force de flexion requise pour plier la tôle sera également réduite en conséquence, de sorte que des plaques épaisses puissent être pliées sur une cintreuse de tôle de plus petit tonnage. Cela réduit non seulement l'investissement dans presse plieuse en tôle équipement, mais permet également d'économiser de la consommation d'énergie et de l'espace.

 IPv6 network supported
IPv6 network supported












